|
Глава 1Прокатные станы как объекты автоматизированного управления |








Основная задача прокатного производства состоит в обеспечении требуемого качества проката, т.е. в обеспечении соответствия геометрических размеров, формы, физико-механических свойств и состояния поверхности проката заданным требованиям. Процесс производства проката осуществляется в несколько стадий, каждая из которых включает следующие основные технологические операции:
Прокатка металла является основной технологической операцией процесса производства проката. Остальные технологические операции обеспечивают возможность осуществления прокатки и получение требуемого качества проката.
Оборудование прокатного стана подразделяется на основное и вспомогательное. Основное оборудование обеспечивает собственно прокатку металла и состоит из одной или нескольких рабочих клетей, в которых размещаются прокатные валки, а также приводов вращения прокатных валков. Вспомогательное оборудование стана включает агрегаты, устройства и системы, предназначенные для перемещения прокатываемого металла, его разматывания и сматывания в бунты или рулоны, подогрева и охлаждения, резки и выполнения других вспомогательных операций.
Современные прокатные станы оснащены автоматизированными системами управления технологическим процессом прокатки (АСУ ТП прокатных станов) на основе микропроцессорных контроллеров и управляющих электронно-вычислительных машин (УВМ).
Обычно АСУ ТП строится как иерархическая система управления. Непосредственное управление станом осуществляется локальными управляющими устройствами, составляющими нижний уровень иерархии. Следующий уровень образуют локальные системы, управляющие отдельными участками (зонами) стана, например, зоной нагревательных печей, черновой группой клетей стана и т.п. На верхнем уровне иерархии располагается система управления станом в целом, взаимодействующая с его зональными системами управления. АСУ ТП различных технологических агрегатов, в свою очередь, могут быть подчинены системе управления всем технологическим комплексом предприятия. В последнем случае следует говорить уже не об АСУ ТП, а об автоматизированной системе управления предприятием (АСУП).
Функциональные задачи АСУ ТП прокатного стана могут быть классифицированы по следующим признакам:
В зависимости от стадии управления функции АСУ ТП подразделяют на информационные и управляющие. К информационным функциям относят сбор информации о состоянии стана и представление ее в удобном для дальнейшего использования виде. К управляющим функциям относят выработку и реализацию управляющих воздействий на основании информации о состоянии стана.
По виду объекта управления функциональные задачи АСУ ТП прокатного стана подразделяются на задачи управления:
В зависимости от количества полос, прокатываемых за период управления, целесообразно различать задачи управления станом при прокатке:
По характеру функциональные задачи АСУ ТП можно подразделить на задачи подготовки стана к прокатке и задачи непосредственного управления прокаткой.
Управляемые показатели процесса прокатки на стане можно подразделить на переменные устройств стана, характеризующие работу приводов, устройств и систем стана (угловые скорости вращения валков, перемещения нажимных механизмов и т.п.), и технологические переменные стана, непосредственно характеризующие процесс прокатки (размеры поперечного сечения прокатываемой полосы и т. п.). В соответствии с этим по виду управляемых показателей функциональные задачи АСУ ТП прокатного стана можно подразделить на задачи управления переменными устройств и технологическими переменными стана.
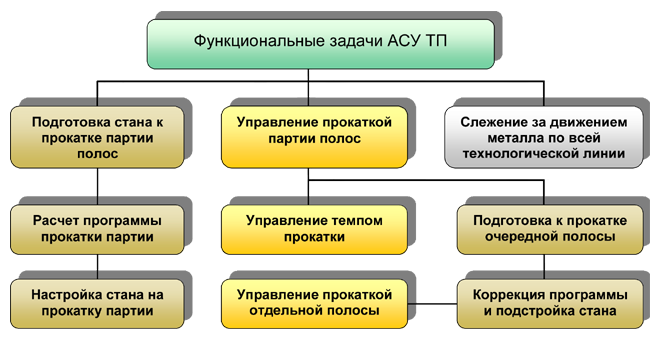
Рассмотрим характерные функциональные задачи АСУ ТП прокатного стана (рис. 1.1):
|
|
|
Рис. 1.1. Функциональные задачи АСУ ТП прокатного стана |
Слежение за прохождением прокатываемого металла по всей технологической линии от склада заготовок до склада продукции является важнейшей информационной функцией АСУ ТП стана.
Управление станом при прокатке партии полос складывается из подготовки стана к прокатке и управления процессом прокатки партии полос.
Подготовка стана к прокатке очередной партии полос включает расчет программы прокатки и настройку стана в соответствии с технологическими параметрами процесса прокатки данной партии.
Целью расчета программы прокатки партии полос является определение законов изменения заданий локальным системам управления в функции времени и положения полос в технологической линии стана, обеспечивающих оптимальную прокатку партии полос.
Настройка стана заключается в выдаче локальным системам заданий, обеспечивающих приведение стана в исходное состояние для прокатки очередной партии полос, и реализацию этих заданий локальными системами. Расчет программы прокатки выполняется зональными УВМ на основании характеристик партии полос таким образом, чтобы обеспечить оптимальное протекание процесса прокатки.
Управление прокаткой партии полос включает управление темпом прокатки и управление станом при прокатке отдельных полос партии. Управление темпом прокатки имеет целью обеспечить прокатку полос на стане с оптимальными интервалами между ними. Оно осуществляется УВМ зоны нагревательных устройств на основании программы прокатки с учетом информации о фактическом положении полос в линии стана путем выработки команд на выдачу заготовок из нагревательных устройств стана. Управление станом при прокатке отдельной полосы партии можно подразделить на подготовку стана к прокатке полосы и управление процессом ее прокатки.
Подготовка стана к прокатке очередной полосы партии включает коррекцию программы прокатки и подстройку стана. Коррекция программы прокатки выполняется с целью обеспечить оптимальную прокатку очередной полосы с учетом ее фактических характеристик. Подстройка стана заключается в приведении его устройств и систем в исходное состояние для прокатки очередной полосы в соответствии с откорректированной программой прокатки. Коррекция программы прокатки проводится зональными УВМ. При прокатке первой полосы партии коррекция выполняется на основании информации об отклонении фактических характеристик полосы от характеристик партии, на основании которых рассчитывалась программа. При прокатке последующих полос коррекцию целесообразно осуществлять на основании информации об отклонениях характеристик очередной полосы от характеристик предыдущей. Коррекция программы прокатки и подстройка для отдельных зон (агрегатов) стана может проводиться после прохождения полосой предыдущих зон (агрегатов) стана и уточнения фактических значений ее характеристик.
Управление процессом прокатки отдельной полосы партии сводится к изменению заданий локальным системам стана в функции времени и положения прокатываемой полосы в соответствии с откорректированной программой прокатки полосы и реализации этих изменений локальными системами.
Расчет программы прокатки проводится перед началом прокатки партии полос, а ее коррекция может осуществляться перед прокаткой очередной полосы партии и перед очередным проходом.
| © А.Восканьянц |  |

|
 |