|
Глава 5Примеры промышленных АСУ современных прокатных станов |
Рассмотрим в качестве примера промышленной реализации описанных выше принципов и конструктивных решений несколько различных систем автоматизированного управления прокатными станами, внедренных на металлургических предприятиях Российской Федерации.
5.1. |
Система автоматизированного управления непрерывного широкополосного стана «1700» холодной прокатки |

На непрерывном широкополосном стане «1700» холодной прокатки прокатываются горячекатаные травленые полосы шириной 700…1550 мм из углеродистых и электротехнических сталей. Толщина исходных полос – 1,5…6 мм. Толщина полос после прокатки – 0,25…3 мм.
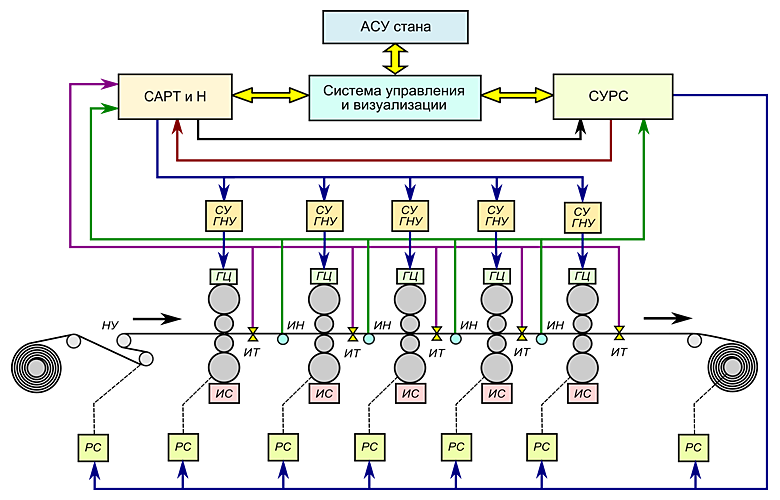
Стан (рис. 5.1) представляет собой непрерывную группу из 5 клетей «кварто». Диаметр рабочих валков клетей – 600 мм, длина бочки – 1700 мм. Опорные валки имеют диаметр 1500 мм. Электроприводы рабочих валков – тиристорные, постоянного тока, индивидуальные для нижнего и верхнего валка. Приводы имеют аналоговые пропорциональные регуляторы скорости РС с быстродействием около 10 рад/с.
Прокатка осуществляется с натяжением полосы на входе в стан (между натяжным устройством НУ и первой клетью), между клетями и на выходе из стана (между пятой клетью и моталкой) с контролем натяжений и толщин измерителями натяжений ИН и толщиномерами ИТ, установленными на входе, выходе стана и в промежутках между клетями. Для контроля сил прокатки под подушками нижних опорных валков в клетях стана установлены измерители силы (месдозы) ИС.
|
|
|
Рис. 5.1. Структура АСУ ТП непрерывного стана «1700» холодной прокатки |
Клети оснащены быстродействующими гидравлическими нажимными устройствами (ГНУ), обеспечивающими регулировку межвалкового зазора путем вертикального перемещения верхнего полукомплекта валков с помощью силовых нажимных гидроцилиндров ГЦ.
Функционально в составе АСУ ТП стана «1700» [15] можно выделить системы базового уровня автоматизации и системы верхнего уровня.
К базовому уровню автоматизации относятся системы управления гидравлическими нажимными устройствами СУ ГНУ, системы управления главными электроприводами прокатных валков, моталок, разматывателей, вспомогательных механизмов и система управления подачей технологической смазки.
Верхний уровень АСУ ТП стана «1700» составляют система управления режимом стана (СУРС), система автоматического регулирования толщины и натяжения (САРТ и Н) и система визуализации и контроля.
Системы управления гидравлическими нажимными устройствами обеспечивают:
СУРС выполняет следующие функции:
САРТ и Н включает в себя 22 регулятора толщины и натяжений, а также узлы слежения за толщиной полосы по ходу прокатки (блоки регулируемого запаздывания). В системе используются регуляторы толщины двух видов, – «быстрые» и «медленные». «Быстрые» регуляторы реализуют управление по возмущению, с автоматической подстройкой коэффициентов математической модели регулирования. «Медленные» (интегральные) регуляторы работают по отклонению.
Функциями САРТ и Н являются:
СУРС и САРТ и Н участвуют в управлении технологическим процессом прокатки на всех стадиях, включая настройку стана и контроль готовой продукции. Настройка клетей по обжатиям (толщинам) осуществляется регулировкой соотношений скоростей вращения рабочих валков в смежных клетях. Настройка межклетевых натяжений выполняется путем регулирования положения гидронажимных устройств. В процессе прокатки САРТ и Н автоматически корректирует соотношения скоростей и положения ГНУ с целью поддержания толщин на выходе из клетей и натяжений в межклетевых промежутках в заданных пределах.
Имеются несколько фиксированных заданий скоростей прокатки, достигаемых по соответствующим командам: заправочная скорость, скорость прокатки шва, скорость прокатки при минимальном запасе полосы в накопителе, скорость при резе полосы летучими ножницами, рабочая скорость. Темп разгона стана при начале прокатки – переменный, увеличивающийся пропорционально скорости. Темп торможения стана – постоянный и может иметь два значения: темп нормального торможения и темп форсированного торможения. Режим торможения задается соответствующей командой оператора. По команде оператора «так держать» прерывается процесс разгона или торможения и прокатка может происходить на любой промежуточной скорости.
|
|
|
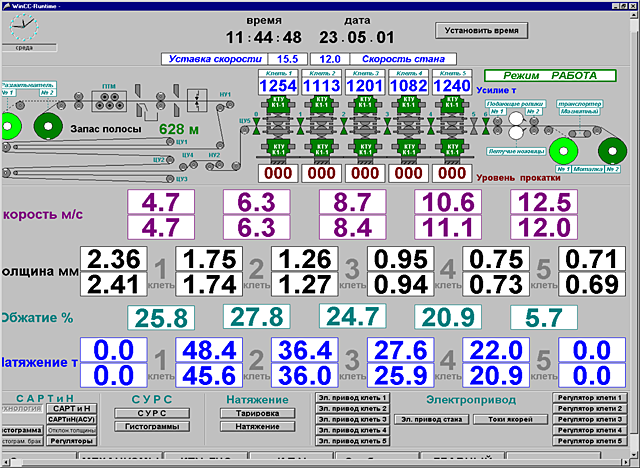
Рис. 5.2.
Отображение хода технологического процесса прокатки |
Ход технологического процесса, текущие значения технологических и эксплуатационных параметров стана и информация о работе вспомогательных устройств отображаются на рабочих местах операторов системой визуализации и управления (рис. 5.2). Эта система решает задачи взаимодействия персонала стана с АСУ ТП, ввода и корректировки программы прокатки, управления технологическими агрегатами, контроля технологических параметров процесса, индикации готовности и состояния систем стана, диагностики работы оборудования, сбора и архивирования производственной информации.
Внедрение описанной АСУ ТП на стане «1700» позволило существенно повысить качество прокатываемого на стане стального листа. Система гарантирует допуск по толщине для всего спектра прокатываемых листов в 3…5 раз меньше допуска, предусмотренного ГОСТ.
| © А.Восканьянц |  |

|
 |