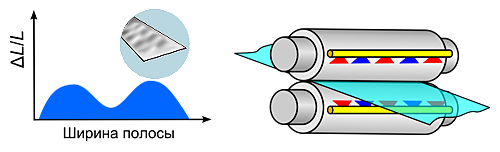
Рис. 5.3. Ролик
для измерения распределения
натяжения по ширине полосы
5.2. |
Система автоматического регулирования плоскостности полосы непрерывного стана холодной прокатки |
Система автоматического регулирования плоскостности полосы (САРП) относится к системам верхнего уровня автоматизации в составе АСУ ТП и совместно с САРТ обеспечивает качество готовой продукции. САРП управляет работой одновременно нескольких локальных систем управления отдельными устройствами и механизмами стана на основании данных о ходе процесса прокатки и результатов измерения плоскостности полосы с помощью специальных измерителей.
Все современные полосовые станы холодной прокатки, как правило, оснащаются системами регулирования плоскостности полосы. Например, на пятиклетевом стане «1700» (см. предыдущий раздел) системой САРП снабжена чистовая 5-я клеть [16]. Базой САРП является прибор, позволяющий определить плоскостность полосы в реальном режиме времени. Основным способом определения плоскостности полосы на станах холодной прокатки в настоящее время является косвенное определение плоскостности по распределению натяжения по ширине полосы.
Измеритель плоскостности полосы представляет собой отклоняющий ролик, размещаемый на выходе стана перед моталкой. Ролик разделен по длине бочки на зоны шириной 25…52 мм, в которых размещены специальные датчики. Эти датчики измеряют радиальные силы, действующие на ролик со стороны полосы. Анализ распределения сигналов датчиков по зонам позволяет определить картину распределения натяжения по ширине полосы, а, следовательно, получить информацию о поперечной разнотолщинности и плоскостности (планшетности) полосы.
|
|
|
Рис. 5.3. Ролик
для измерения распределения |
В качестве датчиков в измерительных роликах различных производителей обычно применяются магнитоанизатропные, или пьезоэлектрические измерители силы [17,18]. На рис. 5.3 показан измерительный ролик системы САРП с пьезоэлектрическими датчиками [18], имеющий следующую конструкцию:
|
|
|
Рис. 5.4. Структурная
схема системы автоматического регулирования |
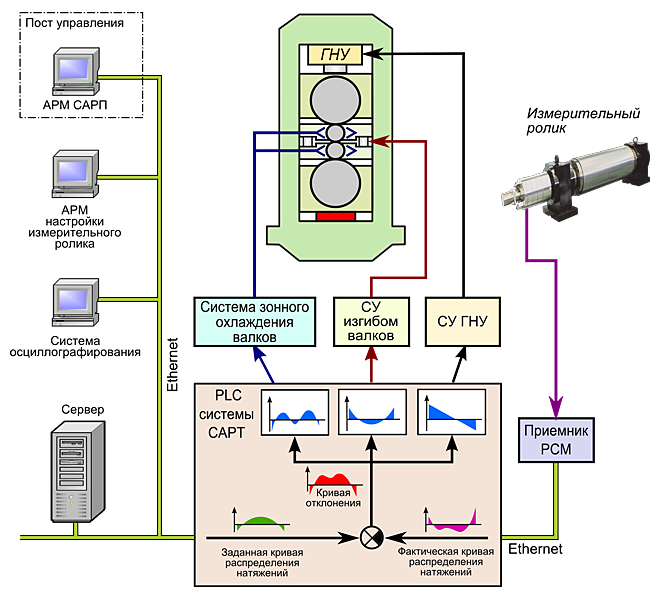
На рис. 5.4 представлена структура системы автоматического регулирования плоскостности полосы 5-й клети стана «1700» [16]. В состав САРП входят:
Закон распределения натяжений по ширине полосы, который должна обеспечить САРП в процессе прокатки, задается с АРМа на посту управления в виде кривой распределения натяжений. Ввод и корректировка закона распределения натяжений могут выполняться также системой автоматической настройки стана на основе результатов математического моделирования и фактических данных процесса прокатки.
Кроме того, в САРП поступают следующие сигналы и данные от других систем:
От измерительного ролика САРП получает фактические значения распределения сил натяжения полосы по зонам, измеренные в режиме реального времени. САРП пересчитывает полученные значения сил в удельные натяжения по зонам. В дальнейшем при выполнении всех необходимых расчетов и визуализации плоскостности полосы САРП работает с отклонениями измеренных величин от среднего удельного натяжения полосы.
Заданная кривая распределения натяжений сравнивается с кривой фактического распределения натяжений по ширине полосы (см. рис. 5.4). Результатом сравнения является кривая ошибки (отклонения плоскостности от задания). Ошибка плоскостности поступает на входы регуляторов системы САРП, которые формируют задания для отработки ошибки плоскостности на исполнительные механизмы: Для регулирования плоскостности полосы могут использоваться следующие воздействия на исполнительные механизмы:
|
|
|
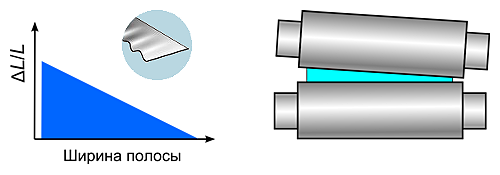
Рис. 5.5. Одностороннее
отклонение плоскостности (длинная кромка). |
|
|
|
|
|
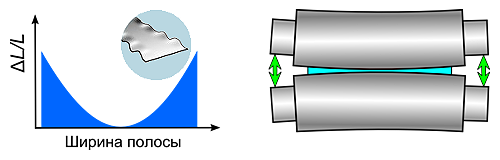
Рис. 5.6. Отклонения
плоскостности 2-го порядка – длинные кромки (а) |
|
|
|
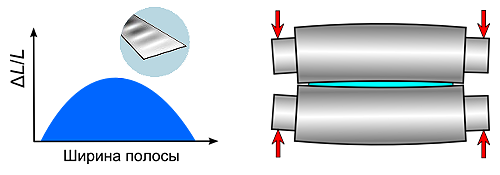
Рис. 5.7. Нерегулярные
дефекты плоскостности – отклонения 3-го порядка. |
Регуляторы рассчитывают свое выходное воздействие, исходя из диапазона регулирования соответствующего исполнительного механизма. Для первого исполнительного механизма (в данном случае – ГНУ), основываясь на диапазоне регулирования этого устройства, регулятор определяет его долю ошибки в общей ошибке плоскостности и по ней рассчитывает управляющее воздействие. Эта доля ошибки вычитается из общей ошибки, и регулятору следующего исполнительного устройства (системе изгиба валков) передаётся уже уменьшенная на предыдущем шаге ошибка.
Этот алгоритм действует согласно заданной очерёдности для всех механических исполнительных устройств. Нерегулируемая механическими устройствами остаточная ошибка устраняется системой зонного охлаждения рабочих валков.
Текущая информация о фактической плоскостности полосы и работе САРП отображается на АРМ, установленном на посту управления (см. рис. 5.4). Система визуализации АРМ САРП на базе промышленного персонального компьютера решает следующие задачи:
|
|
|
Рис. 5.8. Визуализация
плоскостности полосы в процессе прокатки |
Помимо АРМ на посту управления станом в САРП предусмотрена система осциллографирования (см. рис. 5.4) на базе персонального компьютера, выполняющая следующие функции:
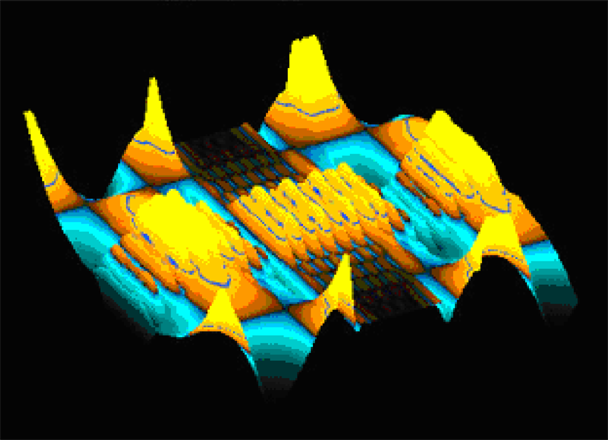
Примеры отображения данных о плоскостности полосы различными системами визуализации и осциллографирования показаны на рис. 5.8…5.10.
|
|
|
Рис. 5.9.
Отображение плоскостности полосы в 3-D виде |
|
|
|
|
|
Рис. 5.10.
Отображение статистических данных о плоскостности |
| © А.Восканьянц |  |

|
 |