5.4. |
АСУ ТП прокатки труб на непрерывном и редукционном станах трубопрокатного агрегата ТПА-80 |
Трубопрокатные агрегаты (ТПА) с непрерывным станом получили широкое распространение благодаря высокой производительности и качеству прокатанных труб, широкому сортаменту продукции, а также полной автоматизации основных и вспомогательных операций. Процесс прокатки труб для всех ТПА с непрерывным станом практически одинаков и может быть рассмотрен на примере производства насосно-компрессорных труб и труб общего назначения на ТПА-80 [23].
Сплошную цилиндрическую катаную заготовку диаметром 90...120 мм и длиной 10 м после нагрева в печи и порезки на мерные длины 1,4...3,0 м подают в двухвалковый прошивной стан, на котором выполняется прошивка заготовки в толстостенную гильзу. Далее гильза поступает на 8-клетьевой непрерывный стан, где ее без промежуточного нагрева прокатывают на длинной плавающей оправке в черновую трубу диаметром до 92 мм с толщиной стенки 2,5...8,0 мм и максимальной длиной до 20 м.
После извлечения оправки черновая труба направляется на линию индукционного подогрева, где она нагревается до температуры 850…1020 °С с одновременным выравниванием температуры по длине, а затем задается со скоростью 2,0...2,5 м/с в 24-клетьевой редукционный стан, на котором из нее формируется готовая труба диаметром 25…90 мм с толщиной стенки 2,5...8,0 мм.
Особенности процесса прокатки труб на непрерывном стане

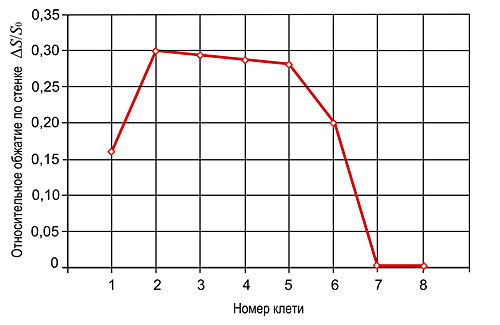
При прокатке черновой трубы на длинной оправке в непрерывном стане скоростной режим клетей должен строго соответствовать закону распределения относительных обжатий стенки трубы по клетям стана. Пример такого распределения представлен на рис. 5.14, а.
Прокатка в первой клети выполняется с небольшим обжатием, что связано с необходимостью обеспечения захвата металла валками на входе стана. Далее, в клетях 2…4 осуществляется грубое обжатие заготовки. В клетях 5 и 6 происходит более точное формирование стенки, а в клетях 7 и 8 обжатие отсутствует вовсе, при этом формируется необходимая геометрия черновой трубы (калибры не имеют выпусков) [24].
Основная особенность процесса непрерывной прокатки – взаимосвязь отдельных клетей непрерывного стана через прокатываемую трубу. Главным условием, определяющим работу непрерывных станов, является закон постоянства секундных объемов металла, проходящих через каждую клеть:
|
|
(5.1) |
|
где |
Fi и Fi+1 |
– |
площадь сечения трубы при выходе из валков i-й и (i+1)-й клетей; |
|
vi и vi+1 |
– |
скорость выхода трубы из этих клетей. |
В случае соблюдения закона постоянства секундных объемов прокатка соответствующего участка трубы в отдельной клети непрерывного стана происходит без влияния соседних клетей. Реальный процесс непрерывной прокатки из-за трудностей подбора необходимых скоростей, вытяжек и других параметров в большей или меньшей степени отличается от идеальной схемы. Соотношение секундных объемов двух смежных клетей называется коэффициентом кинематического натяжения:
|
|
(5.2) |
При ω > 1,0 прокатка происходит с натяжением (секундный объем в последующей клети больше, чем в предыдущей), а при ω < 1,0 – с подпором (предшествующая клеть может пропустить в единицу времени больший объем металла, чем последующая). Подпор и натяжение непосредственно сказываются на напряженном состоянии металла в очаге деформации и, как следствие, на толщине стенки и диаметре прокатываемой трубы.
|
|
|
|
|
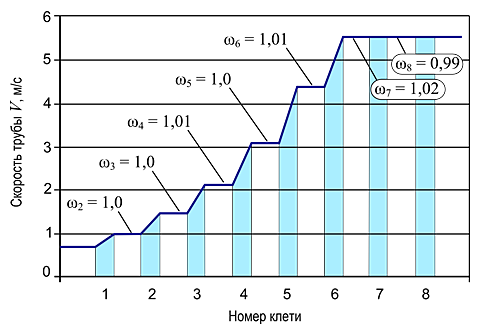
Рис. 5.14.
Распределение относительного обжатия стенки трубы (а)
и изменение |
Как правило, в первых клетях современных непрерывных оправочных станов применяют кинематическое натяжение в пределах 0,5...1% (рис. 5.14, б). В последних клетях непрерывного стана ведут прокатку с подпором (не более 1%), в результате действия которого между стенкой трубы и поверхностью оправки формируется небольшой зазор. Это облегчает извлечение оправки из черновой трубы после прокатки.
Существенным недостатком традиционной технологии непрерывной прокатки труб является нестабильность размеров получаемых труб. При раскатке трубы на длинной подвижной оправке образуется концевая продольная разностенность, связанная с наличием неустановившихся режимов заполнения и освобождения клетей стана металлом. В эти моменты резко изменяются скорости оправки и рабочих валков, что создаёт дополнительные осевые напряжения натяжения или подпора, соответственно на переднем и заднем концах черновой трубы [25]. В результате возрастают или уменьшаются частные коэффициенты скольжения, вытяжки и уширения металла в калибрах. Соответственно изменяются силы и моменты прокатки, а также упругая деформация валков и других элементов рабочих клетей непрерывного стана. Следствием этого являются значительные колебания толщины стенки и наружного диаметра по длине черновой трубы.
Из-за повышенного межклетевого натяжения на стадии заполнения клетей стана металлом толщина стенки переднего конца трубы обычно на 0,05…0,3 мм меньше, чем в средней части трубы. При прокатке заднего конца возникает значительный межклетевой подпор, поэтому толщина стенки на этом участке трубы больше, чем в её середине на 0,2…0,3 мм и более. Длина участка с утолщенной стенкой примерно равна 2…3 межклетевым промежуткам. Продольная разностенность черновых труб сохраняется при последующем редуцировании и приводит к увеличению длины обрези концов готовых труб [25].
При прокатке последней трети черновой трубы также происходит и локальное увеличение ее наружного диаметра. Когда задний конец трубы выходит из обжимных клетей стана, в которых действует межклетевое натяжение, и попадает в чистовые клети, где есть подпор, диаметр трубы растет (особенно по линии разъема калибра). Кроме того, при прокатке заднего конца трубы в последних клетях стана скорость скольжения трубы по оправке уменьшается, что также приводит к росту диаметра трубы
Перечисленные особенности скоростного режима прокатки обуславливают необходимость применения для всех клетей непрерывного стана индивидуального регулируемого электропривода. Управляя скоростным режимом прокатки в отдельных клетях (изменяя коэффициент кинематического натяжения), можно обеспечить регулирование продольной разностенности прокатываемых труб.
Особенности процесса прокатки на редукционном стане

Редуцирование полученной на непрерывном стане черновой трубы в редукционном стане осуществляется без оправки в круглых калибрах. Формоизменение металла при прокатке трубы на редукционном стане характеризуется сложным характером распределения напряжений и деформаций по сечению трубы и вдоль очага деформации.
В случае прокатки без натяжения с малыми обжатиями по диаметру сопротивление продольному истечению металла оказывается больше, чем сопротивление истечению внутрь трубы, что вызывает утолщение стенки. С увеличением обжатия по диаметру сопротивление истечению металла внутрь возрастает пропорционально утолщению стенки. При достижении толщиной некоторого максимума утолщение прекращается, и, далее, с увеличением обжатия начинает расти продольная вытяжка, а толщина стенки остается практически неизменной.
Результирующий диаметр после редуцирования определяется лишь размерами калибра, в то время как результирующая толщина стенки трубы зависит от многих факторов: степени обжатия, кинематического натяжения, исходной толщины стенки S0 и диаметра трубы D0. Как правило, на редукционном стане прокатывают трубы с отношением S0/D0 < 0,1. Установлено, что при редуцировании труб с таким отношением S0/D0 без натяжения всегда происходит утолщение стенки. Противодействовать утолщению можно, применяя прокатку с натяжением. Регулируемое межклетевое натяжение позволяет реализовать регулирование толщины стенки трубы в процессе редуцирования. Максимальное утонение стенки за счет натяжения ограничивается механическими характеристиками материала трубы.
Характерной особенностью редукционного стана является утолщение стенки переднего и заднего концов трубы, связанное с неустановившимися переходными режимами в период заполнения и опорожнения стана. Утолщение концов трубы объясняется снижением натяжения на стадиях входа трубы в стан и выхода ее из стана по сравнению с установившимся режимом, когда прокатка идет во всех клетях стана. Концы труб с утолщенной сверх допуска стенкой отрезаются, что составляет основную долю суммарного расходного коэффициента металла. Уменьшить продольную разностенность трубы можно, регулируя кинематическое натяжение (изменяя скоростной режим клетей) по мере прохождения концов трубы через редукционный стан.
Особенности скоростного режима редуцирования и его непосредственное влияние на качество получаемых труб определяют требования к приводу клетей редукционного стана и системе управления приводом. Идеальным решением в данном случае является индивидуальный управляемый электропривод для всех клетей. На практике индивидуальным приводом оборудуются несколько первых и (или) последних клетей стана, в которых осуществляется регулирование натяжения на переходных режимах. Остальные клети имеют дифференциально-групповой регулируемый электропривод [24].
Особенности температурного режима прокатки труб
Распределение температуры по длине прокатанной черновой трубы на выходе из непрерывного стана [26] характеризуется существенной неоднородностью, что обусловлено особенностями технологии прокатки на оправке:
В поперечном сечении трубы наблюдаются перепады температуры по ее окружности, обусловленные максимальным остыванием металла в вершинах калибров валков, где имеет место максимальное давление на металл. Так как валки соседних клетей непрерывного стана расположены перпендикулярно друг другу, вдоль трубы наблюдаются 4 захоложенные «темные» полосы, расположенные с угловым шагом 90º.
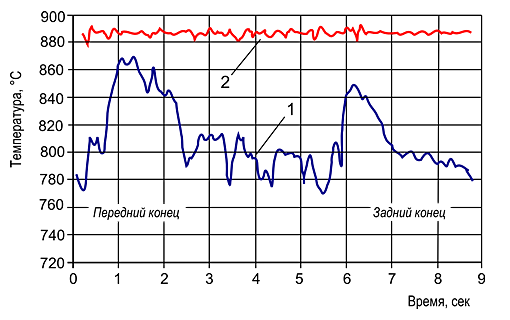
Из сказанного следует, что перед прокаткой черновой трубы в редукционном стане для обеспечения необходимой пластичности и однородности механических свойств металла заготовки необходимы ее подогрев и выравнивание температуры по всему объему. В противном случае неодинаковость механических свойств заготовки неизбежно скажется на разнотолщинности стенки готовой трубы. Нагрев и выравнивание температуры заготовки перед редуцированием осуществляются на установках индукционного нагрева. На рис. 5.15 представлены результаты эксперимента по измерению температуры трубы на входе в шестой блок индукционной проходной печи (ИПП) ТПА-80 и на выходе из ИПП [26].
|
|
|
Рис. 5.15.
Результаты измерения температуры черновой трубы |
Структура и основные функции АСУ ТП ТПА-80
Основной целью создания АСУ ТП ТПА-80 и внедрения этой системы на действующем трубопрокатном агрегате было повышение качества и увеличение выхода годных труб за счет уменьшения их разностенности и сокращения длины обрези утолщенных концов. Другими задачами АСУ ТП являются:
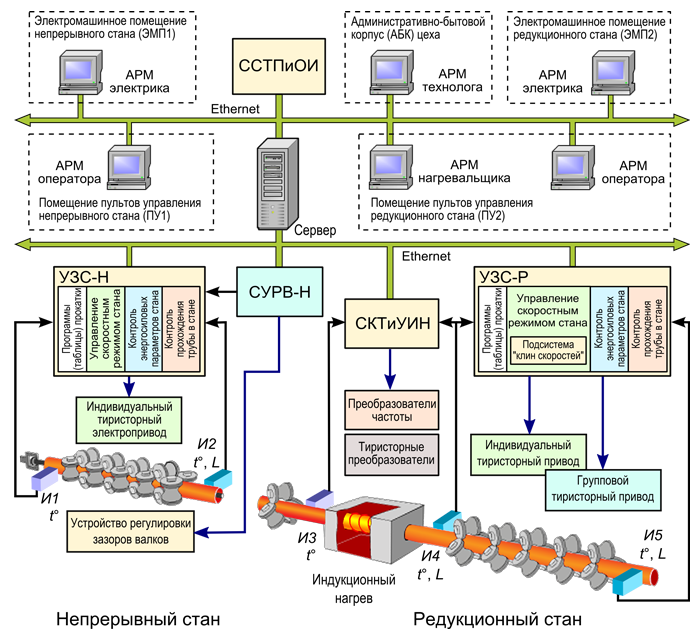
Автоматизированная система управления ТПА-80 состоит из подсистем управления непрерывным и редукционным станами и подсистемы сопровождения технологического процесса и общестановой информации. Основу АСУ ТП составляют локальные системы автоматизированного задания и контроля скоростной настройки непрерывного (УЗС-Н) и редукционного (УЗС-Р) станов, система контроля и управления растворами валков непрерывного стана (СУРВ-Н), а также система контроля температуры и управления индукционным нагревом (СКТиУИН).
|
|
|
Рис. 5.16. Структура АСУ ТП трубопрокатного агрегата ТПА-80 |
Функционально АСУ ТП ТПА-80 (рис. 5.16) подразделяется на системы верхнего и нижнего уровня. Система верхнего уровня объединяет все АРМы систем УЗС-Н, УЗС-Р, СКТиУИН и соединена сетью Ethernet через сервер с системой нижнего уровня. Нижний уровень составляют PLC-контроллеры локальных систем управления, различные датчики, исполнительные механизмы, нагревательные устройства и цифровой электропривод рабочих клетей, связанные сетями полевого уровня Profibus [23]. Сети полевого уровня независимы от сетей Ethernet, то есть при отключении или нарушении обмена данными по верхней и нижней сетям Ethernet устройства УЗС-Р, УЗС-Н и СКТиУИН могут продолжать выполнять свои функции по управлению процессом.
Система задания и контроля скоростной настройки непрерывного стана УЗС-Н управляет работой непрерывного стана и является двухуровневой, многофункциональной, распределенной (децентрализованной) информационно-управляющей системой реального времени. Система имеет модульную структуру, что обеспечивает возможность ее функционального расширения с учетом перспектив развития и адаптации к изменяющимся технологическим условиям. Деление системы УЗС-Н на подсистемы выполнено по функциональному принципу:
Система контроля и управления растворами валков непрерывного стана СУРВ-Н (см. рис. 5.16) обеспечивает выполнение следующих функций:
Применение СУРВ-Н в составе АСУ ТП агрегата ТПА-80 позволяет увеличить производительность стана за счет сокращения времени настройки клетей. Обеспечиваемая СУРВ-Н высокая точность установки раствора валков дает возможность увеличить выпуск годной продукции.
Система задания и контроля скоростной настройки редукционного стана УЗС-Р построена по тем же принципам, что и УЗС-Н, и включает в себя подсистемы, аналогичные подсистемам УЗС-Н (см. рис. 5.16). Кроме того, в её состав дополнительно входит подсистема «клин скоростей», реализующая технологически настраиваемый алгоритм управления соотношением скоростей валков по мере прохождения концов трубы через клети редукционного стана (так называемая «бегущая волна»).
Подсистема «клин скоростей» предназначена для компенсации отсутствия или недостатка натяжения при редуцировании концевых участков трубы по сравнению с прокаткой ее средней части путем корректировки соотношения скоростей клетей стана, в которых находится концевой участок трубы. В результате удается существенно уменьшить длину утолщенных концевых участков трубы, обрезаемых после редуцирования, что приводит к снижению потерь металла и увеличению выхода годной продукции.
Система контроля температуры и управления индукционным нагревом СКТиУИН (см. рис. 5.16) служит для контроля и управления процессом нагрева труб в линии индукционного нагрева перед редукционным станом. В системе реализовано управление установкой индукционного нагрева на основе стохастической математической модели процесса нагрева трубных заготовок. Это позволило учесть значительные отклонения от средних значений в продольных распределениях температуры нагрева черновых труб и большой разброс этих распределений для разных заготовок. СКТиУИН обеспечивает точный нагрев трубных заготовок и минимальный разброс температуры по их длине, что является необходимым условием достижения требуемого качества продукции [26].
Система ведет запись температурных характеристик трубы по всей длине, выдает сигналы отбраковки для трубы при выходе параметров за заданные нормы. Записанные параметры сохраняются в архивах системы и учитываются при создании поплавочных и сменных отчетов по процессам термообработки труб.
Система сопровождения технологического процесса и общестановой информации (ССТПиОИ на рис. 5.16) решает в структуре АСУ ТП общие информационно-управленческие задачи:
Применение АСУ ТП на агрегате ТПА-80 позволило уменьшить расходный коэффициент металла и снизить себестоимость единицы производимой продукции, увеличить выход годной продукции, обеспечить экономию энергетических и материальных ресурсов, сократить время простоев и затраты времени при настройке стана на новый сортамент, свести к минимуму влияние на технологический процесс человеческого фактора.
| © А.Восканьянц |  |

|
 |
 ,
, .
.