 и затылованной, располагается на режущй части метчика
и затылованной, располагается на режущй части метчика
Древаль А.Е.
Трудоношин И.В.
Шуткин Н.Н.
Расчет и конструирование метчиков
Введение
Метчики предназначены для нарезания внутренних резьб в
сквозных и глухих отверстиях. Резьбонарезание метчиками является основным видом изготовления внутренних резьб, особенно при
нарезании их в отверстиях малых и средних диаметров. Метчиками
нарезаются метрическая, трапецеидальная, трубная, цилиндрическая резьбы. Наиболее распространенной является метрическая
резьба,
Резьбонарезание метчиками осуществляется ручным способом
или машинным способом на сверлильных, револьверных и агрегатных
станках, токарных многошпиндельных полуавтоматах и автоматах,
автоматических линиях, специализированных гайконарезных и других станках.
Возможна различные кинематические схемы нарезания резьбы,
Нареэание резьбы с непрерывным вращением производится на гай конарезных автоматах метчиками с изогнутыми хвостовиками. Гайки
проходят одна за другой вдоль оси метчика через рабочую часть
на хвостовик. Каждая новая гайка продвигает вдоль оса хвостовика предыдущую. По мере заполнения хвостовика гайка сходят с него в накопитель без останова процесса.
С переодическим вращением нарезается резьба в гайках метчиками с прямыми удлинёнными хвостовиками. Гайки проходят одна за
другой рабочую часть и накапливаются на хвостовике метчика. По
мере заполнения хвостовика необходимо освобождать его от гаек
что достигается прекращением процесса резьбонарезания и изъятием
метчика из патрона.
С реверсированием работают обычно машинно-ручные метчики.
Реверсирование необходимо для вывинчивания метчика из отверстия,
В некоторых случаях инструменту и детали придается разное число
оборотов в одном направлении, что приводит к обгону метчика деталью и к вывинчиванию первого из отверстия.
В зависимости от шага резьбы, тип отверстия (сквозное или
глухое), механических свойств обрабатываемого материала требуемой шероховатости поверхности резьбы резьбонареэание может
производиться за один, два или три прохода. С точки зрения экономических показателей предпочтительным является однопроходовое
реэьбонарезание возможное при иэготовлении резьб шагом до 3 мм.
Формирование впадины резьбового профиля может происходить по генераторной, профильной мя профильно-генераторной схеме. Основной является генераторная схема; другие схемы реализуются в работе специальных метчиков ( плашечных, маточных и т.д.).
В данном пособии рассматривается расчет и конструирование метчиков, предназначенных для нарезания однопроходным способом метрической резьбы, согласно ГОСТ 9150-59 в различных: материалах:
сталях, чугунах, цветных сплвах. Рассматривается генераторная схема формирования профиля резьбы.
Виды и области применения метчиков
Виды метчиков
Инструментальной промышленностью выпускаются метчики следующих видов:Области метчиков
В машиностроении наиболее широко используются метчики с прямыми стружечными канавкими. Они применяются при нарезании резьбы в кострукционных материалах, нержавеющих сталях и сплавах. Изготовление метчиков с прямыми стружечными канавками более технологично, по сравненю с друггими видами метчиков, что опререляет их низкую себестоимость.Метчики с винотовыми канавками применяются при нарезании резьбы в отверстиях с прерывистой поверхностью (с окнами, прорезями), а также для облегчения вывода стружки из отверстия при обрботке вязких сталей и сплавов. Это важно при нарезании резьбы в длинных глухих отверстиях.
Метчики с укороченными канавкими (бесканавочные) имеют наибольшую прочность, хорошее базирование, и надежное центрование в отверстии. К недостаткам данного вида метчиков относятстся высокий крутяший момент и затруднительный подвод самзывающе-охлаждающей жидкости (СОЖ) в зону резания. Применяются метчики данного вида для нарезания резьб в деталях, штампованных из листа, в сквозных отверстиях длинной до 1.5*d и в деталях с косым торцем на выходе из метчика из отверстия.
Метчики с вырезанной ниткой применяются при нарезании резьбы в вязких и пластичных материалах. При этом улучшаются условия стружкообразования, уменьшается суммарная сила трения инструмента о готовую резьбовую поверхность, облегчается достут СОЖ в зону резания.
Применимость различных видов метчиков зависит от обрабатываемого материала.
|
Название метчика |
ГОСТ |
Обрабатываемый материал |
|
1 |
2 |
3 |
|
Машинно-ручные метчики с прямыми канавками |
ГОСТ 3266-71-71 |
Углеродистые стали общего назначения обычного качества и качественные низколегированные стали общего назначения, литейные и ковкие чугуны |
|
Машинно-ручные метчики с винтовыми канавками |
ГОСТ 17933-72 |
|
|
Машинно-ручные метчики с укороченными канавками |
ГОСТ 17931-72 |
|
|
Гаечные метчики с прямым хвостовиком |
ГОСТ 1604-71 |
|
|
Гаечные метчики с изогнутым хвостовиком |
ГОСТ 6951-71 |
|
|
Машинно-ручные метчики с шахматным расположением зубьев |
ГОСТ 17927-71 |
Нержавеющие и жаропрочные стали с сплавы |
|
Гаечные метчики с шахматным расположением зубьев, с прямым хвостовиком |
ГОСТ 17929-72 |
|
|
Машинно-ручные метчики с шахматным расположением зубьев |
ГОСТ 17928-72 |
Легкие сплавы |
|
Машинные метчики с винтовыми канавками |
ГОСТ 17932-72 |
|
|
Машинные метчики с укороченными канавками |
ГОСТ 17930-72 |
Конструктивные элементы метчиков
Метчтки состоят из следующих основных частей: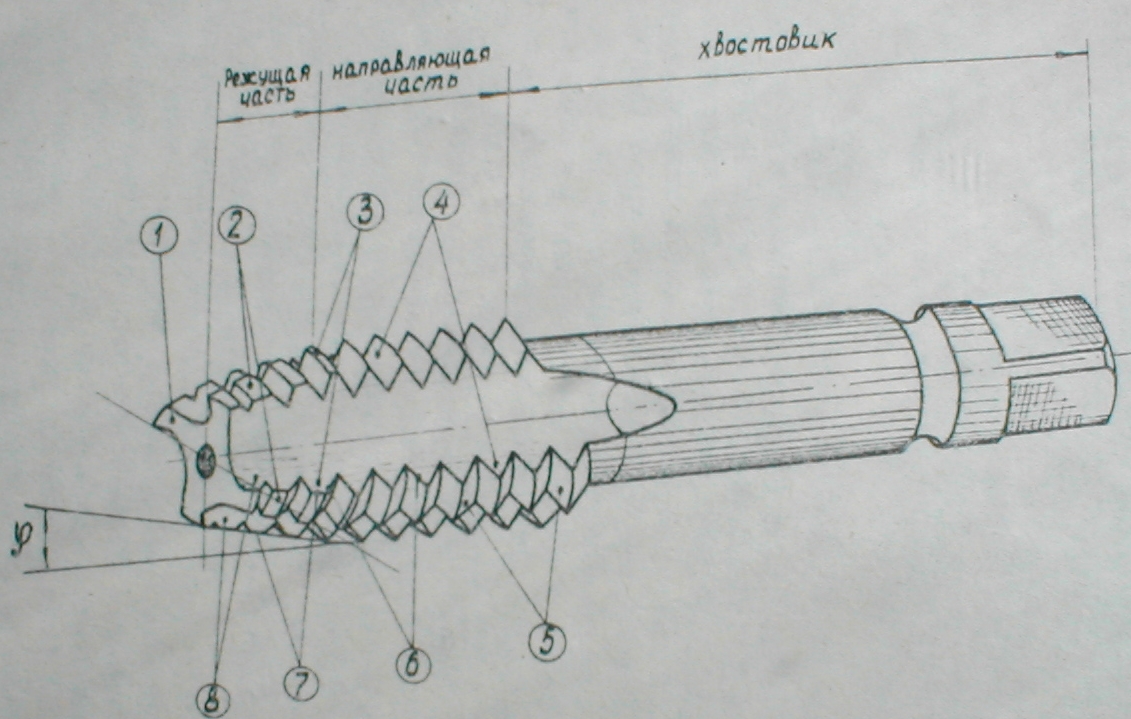
Все рассмотренные виды метчиков имеют ряд общих конструктивных элемнтов (смотри рисунок):
и затылованной, располагается на режущй части метчика
Технические требования
Технические требования на метчики оговорены в ГОСТ 3449-71.
>Рассмотрим технические требования, которые должны быть оговорены на стадии расчета и конструирования метчиков, но не вошли в расчет рассмотренных выше конструктивных элементов.
Марка быстрорежущей стали для изготовления рабочей части метчика выбирается в зависимости от свойств обрабатываемого материала, состояния поверхностного слоя отверстия заготовки и технологических требований на операцию резьбонарезания ( шероховатость поверхности, точность и т.д.).
Для нарезания резьбы в углеродистых сталях обычного качества, конструкционных углеродистых качественных сталях, низколегированных сталях, цветных металлах, сплавах и пластмассах рекомендуется быстрорежущая сталь марки Р6М5.
Для нарезания резьбы в высоколегированных, трудно-обрабатываемых, жаропрочных, коррозионностойких сталях и сплавах рекомендуется быстрорежущая сталь марки Р6М5К5 (основная), а также стали Р9М4КВ, Р9К1С.
Машинно-ручные метчики диаметром от 1 до 2,5 мм допускается изготавливать из углеродистой стали марок У11А и У12А.
Прямые хвостовики сварных машинно-ручных и гаечных метчиков должны изготавливаться из стали марки 45 или 40Х; для повышения износостойкости и прочности изогнутые хвостовики сварных гаечных метчиков изготавливаются из стали марки У7.
Твердость рабочей части метчиков:
|
Метчик |
Из быстрорежущей стали |
Из углеродистой стали |
|
Диаметром до 6 мм |
61 .. 63 |
59 .. 61 |
|
Диаметром свыше 6 мм |
62 .. 65 |
60 .. 62 |
Биение режущей части по наружному диаметру и биение направляющей части по наружному и среднему диаметру метчиков при устпановке в центрах не должны превышать величин, указанных в таблице:
|
Вид метчика |
Диаметр d, мм |
Биение , мм |
|
|
Режущая часть |
Направляющая часть |
||
|
Машинно-ручные |
До 24 |
0.03 |
0.02 |
|
Свыше 24 |
0.04 |
0.03 |
|
|
Гаечные |
До 24 |
0.05 |
0.03 |
|
Свыше 24 |
0.06 |
0.04 |
|